



质量验收
1、复合土工膜的材质与施工执行 质量技术监督局发布的聚乙烯土工膜,复合土工膜 标准。
2、施工质量验收,分为施工单位自检,承包单位抽检等内容。
3、焊接质量检验,采用“充气压力法”,破损修复用“目测法”,充气压力检测指标为0.06Mpa。
4、质量验收过程包括,工序交接程序,竣工验收等内容。
5、人工湖正常渗漏量:≤15mm/24h(含季节蒸发损失量)。
施工进度
1、日功效,一台机组每日按施工面积为2000~2500㎡。
2、计划工期为3日。
建议
1、加强复合土工膜成品的防护和管理,提高相关施工人员的防水意识,对于达到工程质量,按期投入正常运行。具有十分重要的意义。
2、建议由承包方通知并派专人监管,与防水材料相关的施工人员,发现复合土工膜破损,要及时通报防水施工人员修补。
3、复合土工膜须防止粘上油污,否则会降低粘接强度。贮存和保护《见土工膜施工方法简介》。
4、建议本工程注意如下环节:
①复合土工膜焊接为成品后,需要先做湖底砂浆保护层。
②桥梁基础防水,采用钢筋穿膜焊接法,用砂浆保护层防止电焊时所造成的质量隐患。
③复合土工膜与墙面的粘贴,须防止大面积空鼓的出现。



施工进度
1、日功效,一台机组每日按施工面积为2000~2500㎡。
2、计划工期为3日。
建议
1、加强复合土工膜成品的防护和管理,提高相关施工人员的防水意识,对于保证工程质量,按期投入正常运行。具有十分重要的意义。
2、建议由承包方通知并派专人监管,与防水材料相关的施工人员,发现复合土工膜破损,要及时通报防水施工人员修补。
3、复合土工膜须防止粘上油污,否则会降低粘接强度。贮存和保护《见土工膜施工方法简介》。
4、建议本工程注意如下环节:
①复合土工膜焊接为成品后,必须先做湖底砂浆保护层。
②桥梁基础防水,采用钢筋穿膜焊接法,用砂浆保护层防止电焊时所造成的质量隐患。
③复合土工膜与墙面的粘贴,须防止大面积空鼓的出现。



恒丰塑业(三亚市分公司)不仅有技艺精湛的 三维土工网垫技术人员和经验丰富的售后服务队伍。而且紧跟潮流,将互联网技术应用到公司生产经营 三维土工网垫的各个环节中,积j i开展互联网营销,及时提供公司新 三维土工网垫产品信息和技术服务。为用户提供完善的服务。


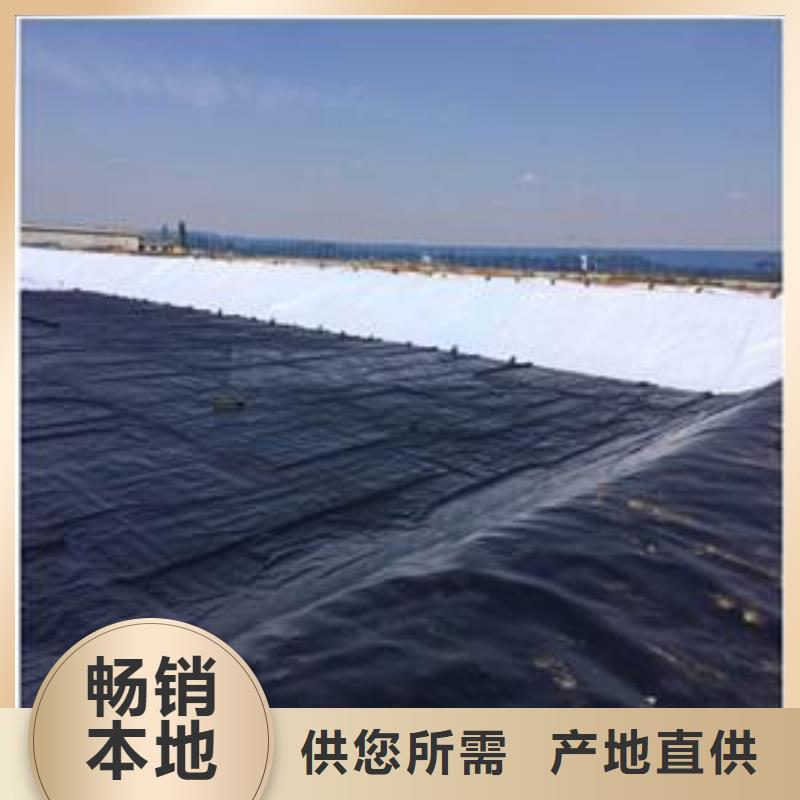
土工膜铺设
1. 铺设土工膜前应由土建工程相应的合格验收证明文件。
2. 土工膜裁切之前,应该准确丈量其相关尺寸,然后按实际裁切,一般不宜按图示尺寸裁切,应逐片编号,详细记录在专用表格上。
3. 铺设土工膜时应力求焊缝少,在保证质量的前提下,尽量节约原材料。同时也容
易保证质量。
4. 膜与膜之间接缝的搭接宽度一般不小于10cm,通常就使焊缝排列方向平行于 坡度,即沿坡度方向排列。
5. 通常在拐角及畸形地段,应是接缝长度尽量减短。除特殊要求外,在坡度大于1:6的斜坡上距顶坡或应力集中区域1.5米范围内,尽量不设焊缝。
6. 土工膜在铺设中,应避免产生人为褶皱,温度较低时,应尽量拉紧,铺平。
7. 土工膜铺设完成后,应尽量减少在膜面上行走、搬动工具等,凡能对防渗膜造成危害的物件,均不应放在膜上或携带在膜上行走,以免对膜造成意外损伤。
焊接规范
工序流程●基础开挖●做湖底砂浆保护层(H20-30mm)
●削坡、密实与平整
●复合土工膜与垂直挡水墙粘贴
●基面平整、、工序交接
●水下水管口的密封止水
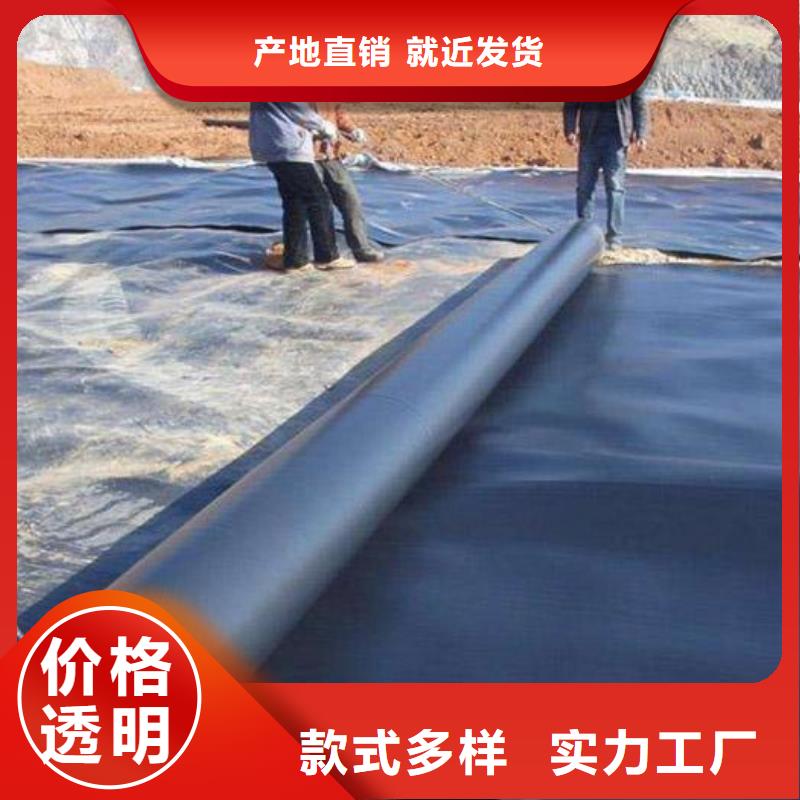
●复合土工膜铺设与焊接
●工序交接。



HDPE土工膜焊接要求:
1、HDPE土工膜焊缝搭接面不得有污垢、沙土、积水(包括露水)等影响焊接质量的杂质存在,在焊接时应清理干净。
2、每天焊接开始时(清晨及午休后),必须在现场先进行试焊,合格后再进行正式焊接。
3、HDPE土工膜的焊接宜采用双轨热熔焊机焊接,挤压焊或热风枪接仅用在修复、覆盖或热熔焊机达不到的地方。
4、施工时应根据气温和材料性能,随时调整和控制焊机工作温度、速度。
5、焊缝处HDPE膜应熔结为一个整体,不得出现虚焊、漏焊或超量焊。联接的两层HDPE土工膜必须搭接平展、舒缓。
焊缝质量控制
随着施工的进度,要求及时检查HDPE膜焊接质量,对漏焊、虚焊部位随时用热风枪或塑料焊枪补焊,具体做法如下:
检测按三个步骤进行,即目测、充气检测及破坏试验。
目测:看两条焊缝是否平整、清晰、无皱、透明无接渣、气泡、漏点、熔点或焊缝定包边等。
目测主要是对铺设的土工膜外观、焊缝质量、T型焊接、基底杂物等进行细致的检查,所有施工人员对这一工作都应贯彻在全部施工过程中。
对所有焊缝的严密性除目检外,还应采用真空检测,对无法进行真空检测的部位更应加强自检。
充气压检测的充气强度为0.25Mpa,2分钟不漏气,考虑到卷材较柔软易变形,允许压力下降20%
在双轨焊缝上所取的样块进行拉力测试时,其标准为在做剥离和剪切试验时,焊缝没被撕裂开而母才被撕拉破坏,此时焊接合格,如果试样不合格,则应在原焊缝上再取第二块,连取三块不合格时,则应对整条焊缝作返工处理。
经测试合格的样块,送业主、总承包人及相关单位存档。
对于在目测、充气检测、破坏试验中所发现的缺陷,应及时修补,不能立刻修补的,要做好标记,以防止在修补时遗漏。
外观检查,发现膜面有孔眼等缺陷损及焊接过程中出现的漏焊、虚焊、破损等情况下,应及时用新鲜的母材修补,补疤每边超过破损部位10-20cm。并做好记录。
对于修补后的焊缝,一般要进行详细目测检查,确认修补可靠后再进行放行!!
